Bài Tập Lập Trình Tiện CNC Từ Cơ Bản Đến Nâng Cao

Th11
Deprecated: trim(): Passing null to parameter #1 ($string) of type string is deprecated in /home/caocap/public_html/wp-content/plugins/fixed-toc/frontend/html/class-dom.php on line 98
Lập trình Tiện CNC
Ở bài viết trước, CAMMECH đã giới thiệu cho các bạn về các chu trình tiện CNC khi lập trình Tiện CNC trên hệ FANUC. Nếu bạn chưa có kiến thức căn bản về lập trình Tiện CNC thì có thể tham khảo trước bài viết sau đây:
>> Link bài viết: Hướng Dẫn Lập Trình Tiện CNC hệ Fanuc
Sau khi nắm rõ các kiến căn bản về lập trình Tiện CNC thì bạn phải tích cực làm các bài tập Tiện CNC để có thể hiễu rõ hơn các chu trình Tiện CNC và nắm vững kiến thức hơn.
Các bài tập sẽ giúp các bạn có thể lập trình Tiện CNC với các nguyên công như:
-
Bài tập Tiện Thô, Tiện Tinh.
-
Bài tập Tiện Trụ Ngoài, Trụ Trong.
-
Bài tập Tiện Rãnh Ngoài, Rãnh Trong.
-
Bài tập Tiện Rãnh Mặt Đầu
-
Bài tập Tiện Ren, Ren Côn
-
Bài tập Lệnh Khoan,…
Bài tập lập trình tiện CNC có lời giải
Những bạn vừa bắt đầu tìm hiểu về CNC hoặc đang học khóa học về lập trình Tiện CNC, chắc chắn sẽ rất cần những bài tập minh họa có lời giải hay tài liệu về CNC để trau dồi và ứng dụng các kiến thức đã được học vào bài tập hay thực tế.
Bài viết sau đây sẽ cung cấp cho các bạn các bài tập Tiện CNC có lời giải:
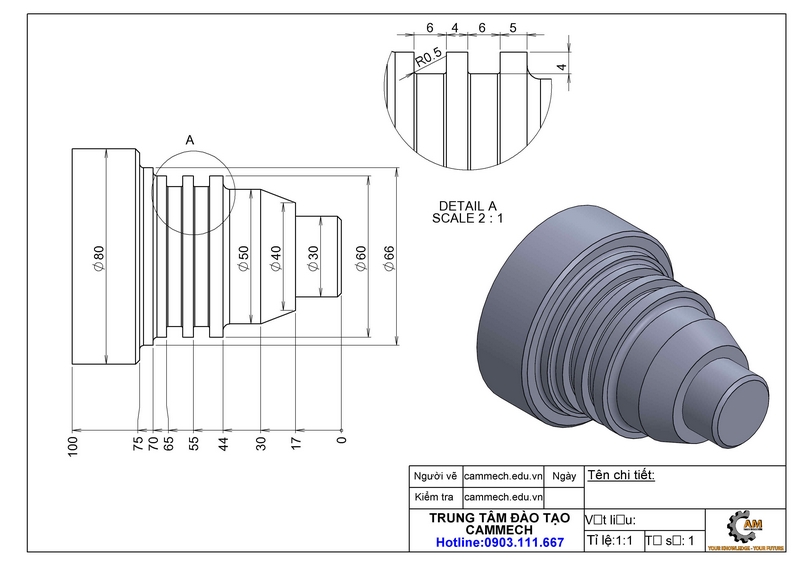
Bài 1: Lập trình gia công Tiện CNC chi tiết theo bản vẽ sau:
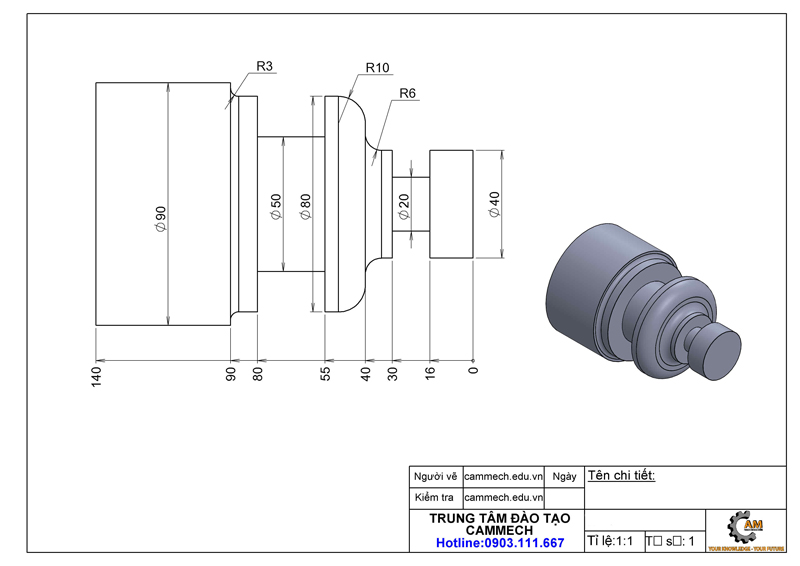
Sử dụng G71 để tiện biên dạng ngoài chi tiết, lưu ý bỏ qua các rảnh trên thân chi tiết. Sẽ thực hiện sau với G75 tiện rãnh trụ ngoài chi tiết.
Lời giải:
Chương trình tiện CNC:
% O0001 T0101 M8 G0 X90. Z5. G50 S3600 G96 S275 M03 G71 U2. R.2 G71 P100 Q102 U0.2 W0.4 F.25 N100 G0 G42 X40. S550 G1 Z-34. F.5 G2 X52. Z-40. R6. G1 X60. G3 X80. Z-50. R10. G1 Z-87. G2 X86. Z-90. R3. G1 X90. N102 G40 Z-125. G0 Z2. M9 G28 U0. W0. M05 T0303 M8 G0 X90. Z0. G50 S3600 G96 S550 M03 G70 P100 Q102 G0 Z2. M9 G28 U0. W0. M05 T0202 M8 G0 X44. Z-19. G50 S3600 G96 S302 M03 G75 R0.5 G75 X20. Z-30. P500 Q2000 F.1 G0 X85. Z-53. G75 R0.5 G75 X58. Z-80. P500 Q2000 F.1 M9 G28 U0. W0. M05 M30 %
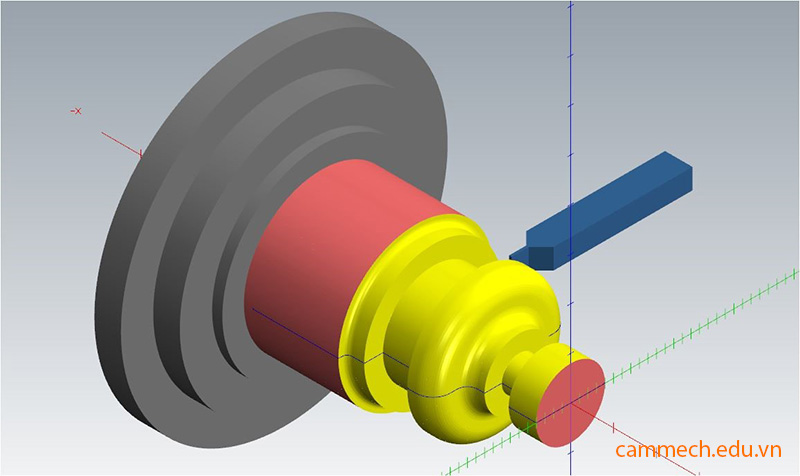
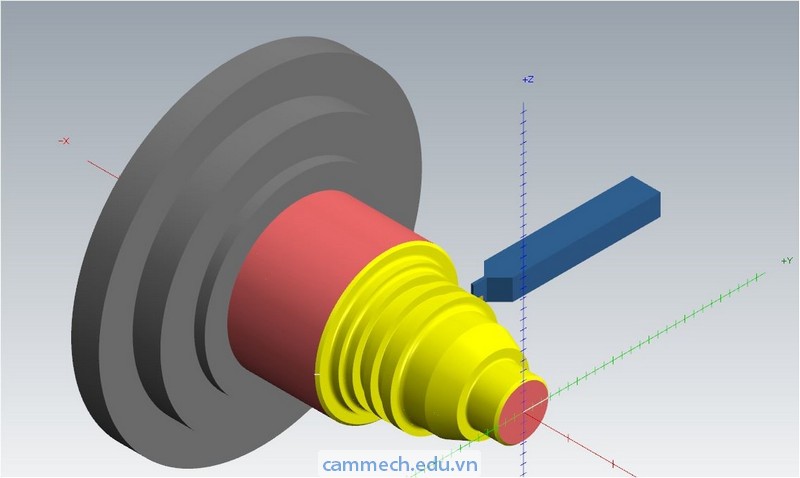
Kết quả được như hình sau:
Bài 2: Bài tập Tiện CNC: Trụ Ngoài, Tiện Rãnh
Lời giải:
% O0000 T0101 M8 G0 X84. Z2. G50 S3600 G96 S275 M03 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X12. S550 G1 Z0. F.5 X16. Z-2. Z-16. X20. X24. Z-18. Z-53. X30. X40. Z-70. Z-80. G2 X60. Z-90. R10. G1 X80. Z-110. N102 G40 X84. G0 Z2. M9 G28 U0. W0. M05 T0202 M8 G0 X84. Z2. G50 S3600 G96 S550 M3 G70 P100 Q102 G0 Z2. M9 G28 U0. W0. M05 T0303 M8 G0 G54 X34. Z-43. G50 S3600 G96 S302 M03 G75 R0.5 G99 G75 X20. Z-53. P500 Q2000 F.1 G0 X34. M9 G28 U0. W0. M05 M30 %
Kết quả được như hình sau:
Bài 3: Bài tập Tiện CNC: Trụ Ngoài, Tiện Rãnh
Lời giải:
% O0000 G21 T0101 M8 G0 X84. Z2. G50 S3600 G96 S275 M03 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X27. S275 G1 Z0. X30. Z-1.5 Z-17. X40. X50. Z-30. Z-41.5 G2 X55. Z-44. R2.5 G1 X60. Z-68.5 G2 X63. Z-70. R1.5 G1 X66. Z-73.5 G2 X69. Z-75. R1.5 G1 X77. X80. Z-76.5 Z-100. N102 G40 X84. G0 Z2. M9 G28 U0. W0. M05 T0202 M8 G0X64. Z-52. G50 S3600 G96 S302 M03 G75 R0.5 G99 G75 X52. Z-55. P500 Q2000 F.1 G0 X64. Z-62. G75 R0.5 G99 G75 X52. Z-65. P500 Q2000 F.1 G0 X64. M9 G28 U0. W0. M05 M30 %
Kết quả được như hình sau:
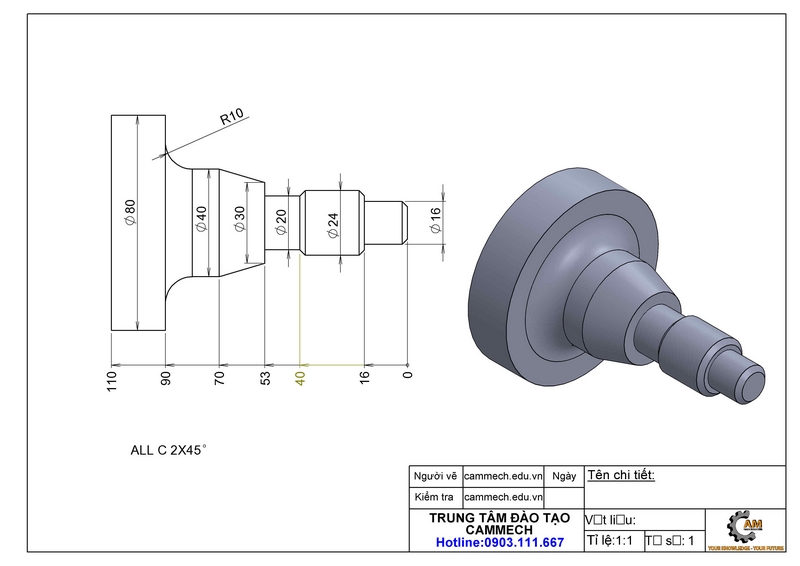
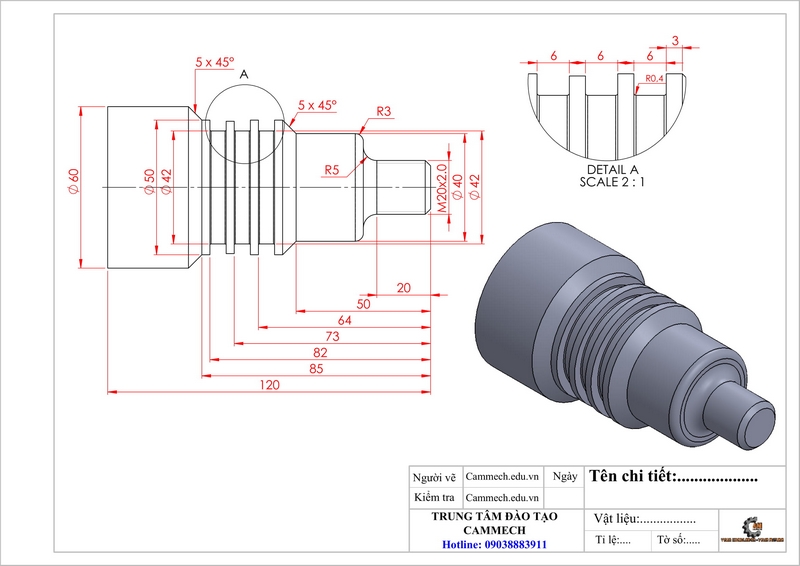
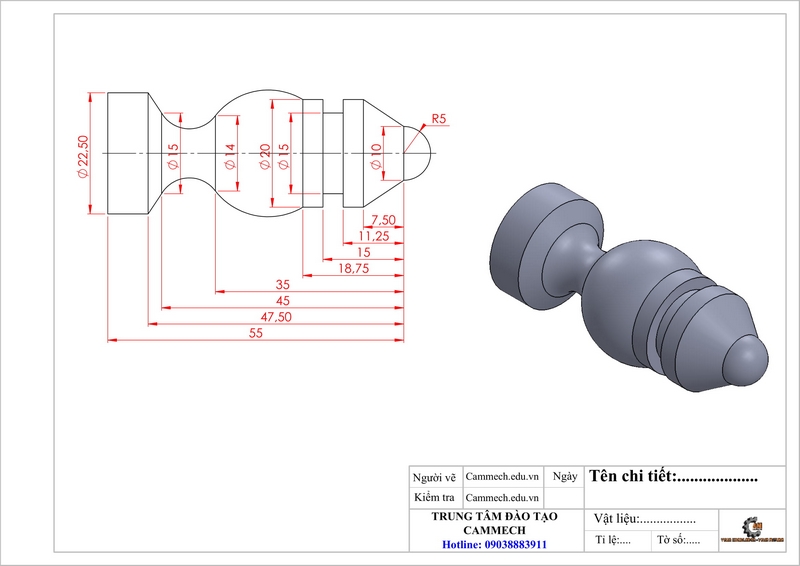
Bài 4: Bài tập Tiện CNC: Trụ Ngoài, Tiện Rãnh
Lời giải:
% O0000 G21 T0101 M8 G0 X64. Z2. G50 S3600 G96 S275 M03 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X16. S550 G1 Z0. F.5 X20. Z-2. Z-20. G2 X30. Z-25. R5. G1 X34. G3 X40. Z-28. R3. G1 Z-50. X50. Z-55. Z-85. X60. Z-90. Z-120. N102 G40 X64. G0 Z2. M9 G28 U0. W0. M05 T0202 M8 G0 X64. Z2. G50 S3600 G96 S550 M03 G70 P100 Q102 G0 Z2. M9 G28 U0. W0. M05 T0303 M8 G0 X64. Z-61. G50 S3600 G96 S302 M03 X54. G75 R0.5 G99 G75 X42. Z-64. P500 Q2000 F.1 G0 X54. Z-61. G75 R0. G99 G75 X42. Z-64. P500 Q2000 F.1 G0 X54. Z-70. G75 R0.5 G99 G75 X42. Z-73. P500 Q2000 F.1 G0 X54. Z-79. X53.2 G75 R0.5 G99 G75 X42. Z-82. P500 Q2000 F.1 G0 X53.2 M9 G28 U0. W0. T0404 G0 X25.Z5. G76P011060Q100R70 G76X17.4Z-20.P1200Q200F2. G28U0.W0. M05 M30 %
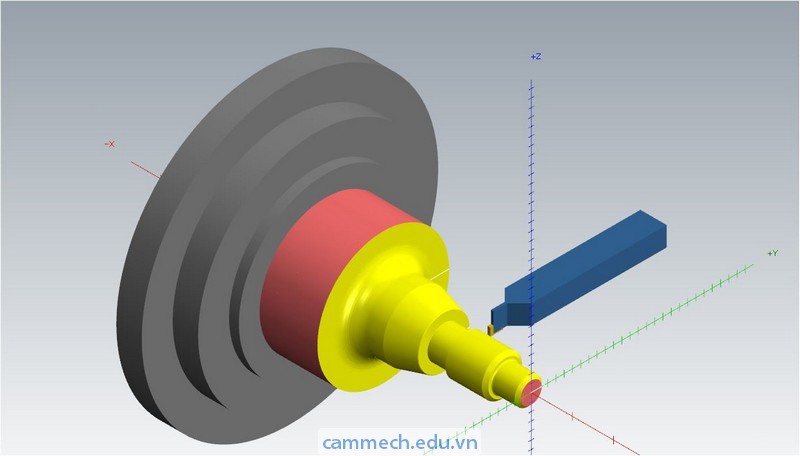
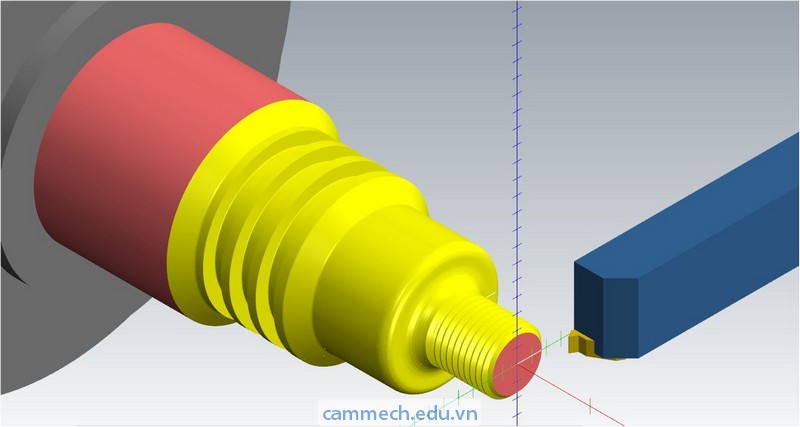
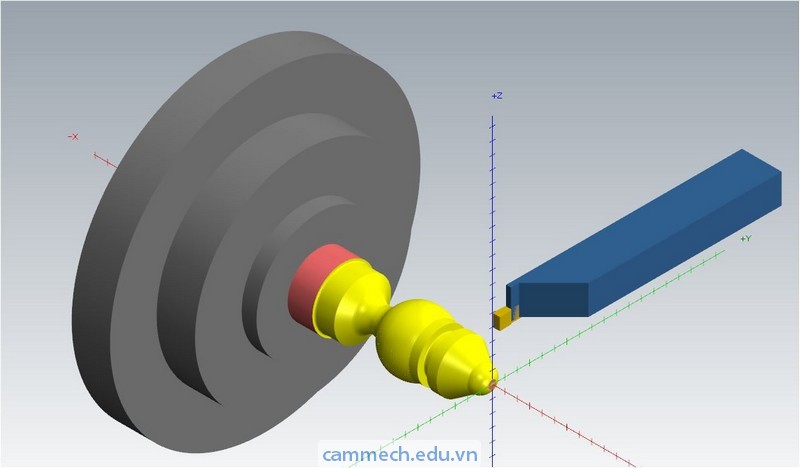
Kết quả được như hình sau:
Bài 5: Bài tập Tiện CNC: Trụ Ngoài, Trụ Trong, Tiện Rãnh Trong
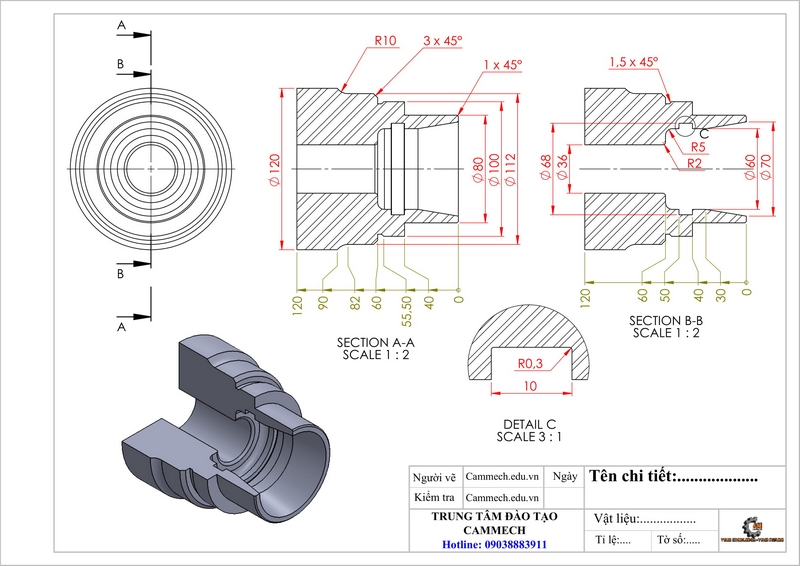
Lời giải:
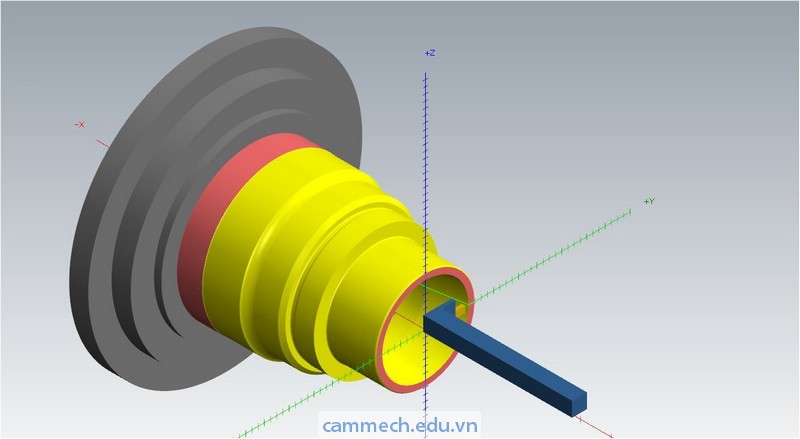
% O0005 T0101 G0 X124. Z2. G50 S3600 G96 S275 M3 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X78. S550 G1 Z0. F.5 X80. Z-1. Z-40. X100. Z-55.5 U-3. W-1.5 Z-60. X106. X112. Z-63. Z-82. G2 X120. Z-90. R9. G1 Z-120. N102 G40 X124. G0 Z2. G70 P100 Q102 G0 Z2. G28 U0. W0. M05 T0202 G0 X32. Z2. G50 S3600 G96 S550 M3 G71 U1.5 R.2 G71 P104 Q106 U-.4 W.2 F.4 N104 G0 G41 X70. S550 G1 Z0. X60. Z-30. Z-55. G3 X50. Z-60. R5. G1 X40. G2 X36. Z-62. R2. G1 Z-120. N106 G40 X32. G0 Z2. G70 P104 Q106 G0 Z2. G28 U0. W0. M05 T0303 G0 G54 X56. Z1.25 G50 S3600 G96 S302 M3 Z-43. G75 R0. G75 X68. Z-50. P0 Q2000 F.1 G0 X60. X56. Z2. G28 U0. W0. M05 M30 %
Kết quả được như hình sau:
Bài 6: Bài tập Tiện CNC: Trụ Ngoài,Tiện Rãnh Trong, Khoan
Lời giải:
% O0006 G21 T0101 G0 X49. Z2. G50 S3600 G96 S550 M3 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.5 N100 G0 G42 X27. S550 G1 Z0. X28. Z-.5 Z-9. G3 X40. Z-24.5 R22. X28. Z-40. R22. G1 Z-45. X42. Z-53. X34. Z-55. Z-83. X42. Z-91. X30. Z-95. Z-119. X28. Z-120. Z-125. N102 G40 X49. G0 Z2. G70 P100 Q102 G0 Z2. G28 U0. W0. M05 T0202 G0 X62. Z-56. G50 S3600 G96 S302 M3 G75 R0.5 G75 X30. Z-58. P1000 Q2000 F.1 G0 X54. X62. Z-81. G75 R0.5 G75 X30. Z-83. P1000 Q2000 F.1 G0 X55. Z-94. G75 X30. Z-96. P1000 Q2000 F.1 G0 X60. G28 U0. G28W0. M05 T0303 G97 S1313 M03 G0 X0. Z5. Z1. G74 R3. G74 Z-40. Q2. F.5 G0 Z5. G28 U0. W0. M05 T0404 G0 X17. Z1.25 G50 S3600 G96 S302 M3 Z-22. G75 R0.5 G75 X28. Z-28. P1000 Q2000 F.1 G0 X21. X17. Z1.25 G28 U0. W0. M05 M30 %
Kết quả được như hình sau:
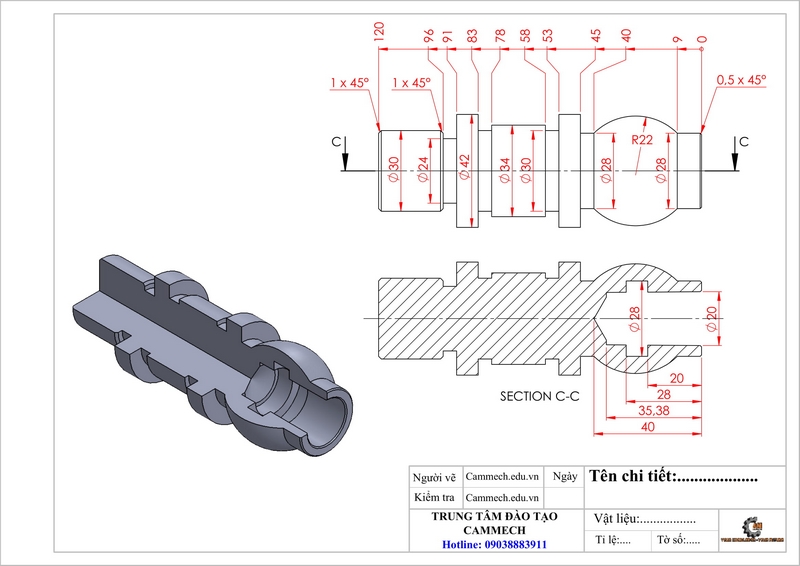
Bài 7: Bài tập Tiện CNC: Trụ Ngoài, Tiện Rãnh
Lời giải:
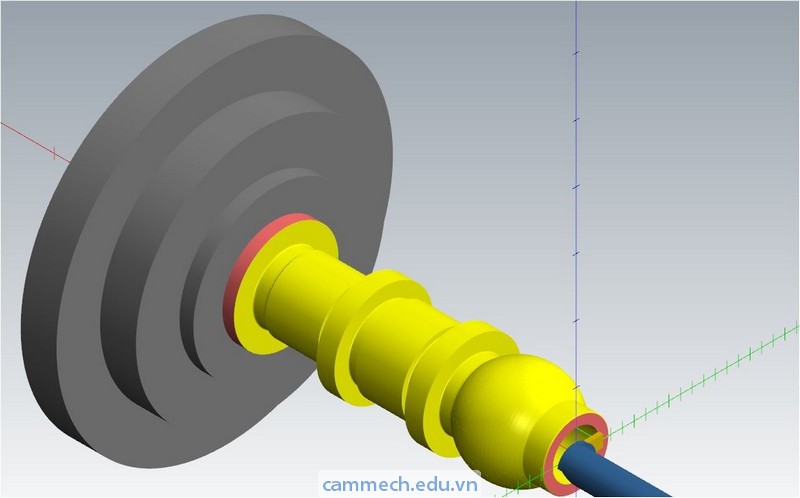
% O0007 G21 T0101 G0 X26.5 Z2. G50 S3600 G96 S550 M3 G71 U1.5 R.2 G71 P100 Q102 U.4 W.2 F.5 N100 G0 G42 X0. S550 G1 Z0. G3 X10. Z-5. R5. G1 X20. Z-12.5 Z-23.75 G3 X23.5 Z-30. R12.5 X14. Z-40. R12.5 G2 X9.Z-45. R6. X15. Z-50. R6. G1 X22.5 Z-52.5 Z-60. N102 G40 X26.5 G0 Z2. G70 P100 Q102 G0 Z2. G28 U0. W0. M05 T0202 G0 X40. Z-19.25 G50 S3600 G96 S302 M3 G75 R0.5 G75 X15. Z-20. P0. Q2. F.1 G0 X40. G28 U0. W0. M05 M30 %
Kết quả được như hình sau:
Bài 8: Bài tập Tiện CNC: Trụ Ngoài, Tiện Rãnh, Khoan
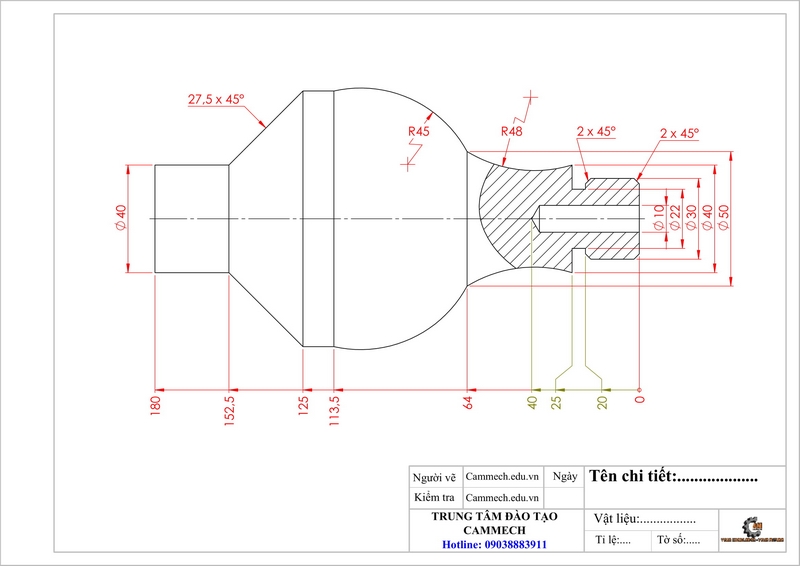
Lời giải:
% O0008 T0101 G0 X104. Z2. G50 S3600 G96 S550 M03 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.5 N100 G0 G42 X26. S550 G1 Z0. X30. Z-2. Z-18. X26. Z-20. Z-25. X40. G2 X35. Z-39. R48. X50. Z-64. R48. G3 X97. Z-103.5 R45. X95. Z-113.5 R45. G1 Z-125. X40. Z-152.5 Z-180. N102 G40 X104. G0 Z2. G70 P100 Q102 G0 Z2. G28 U0. W0. M05 T0202 G0 X46. Z-23. G50 S3600 G96 S302 M3 G75 R0.5 G75 X22. Z-25. P500 Q2000 F.1 G0 X46. G28 U0. W0. M05 T0303 G97 S1313 M03 G0 X0. Z5. Z2. G74 R3. G74 Z-40. P0 Q2000 F.25 G0 Z5. G28 U0. W0. M05 M30 %
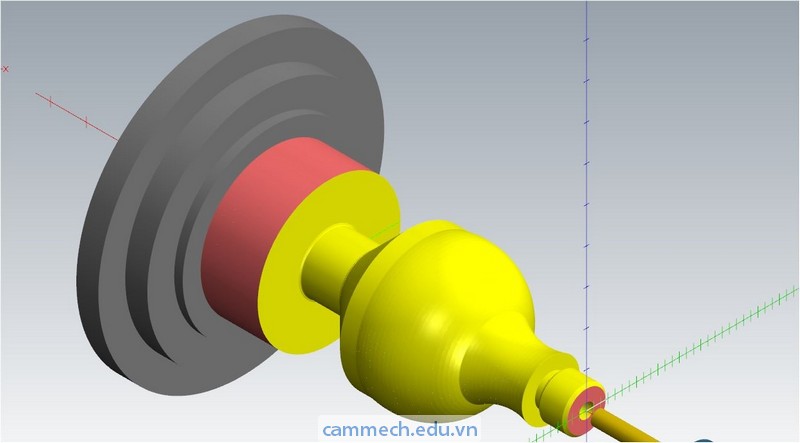
Kết quả được như hình sau:
Hy vọng các bài tập tiện CNC này sẽ giúp ích cho các bạn trong quá trình học Tiện CNC và làm việc với máy Tiiện CNC tốt hơn!
Khóa học tiện CNC ở CAMMECH
Bài viết trên đã tổng hợp các bài tập về lập trình tiện CNC. Nếu bạn muốn có thể thành thạo lập trình Tiện CNC tốt hơn, nhanh hơn thì có thể tham khảo khóa học Tiện CNC của trung tâm CAMMECH.
-
Dạy vận hành máy CNC và lập trình CNC.
-
Khóa học đào tạo kèm riêng từng người đến khi thành thạo.
-
Thực hành trên máy Tiện CNC thực tế.
-
Thời gian học, lịch học do bạn tự chọn
Bạn có thể tham khảo theo link sau: friend.com.vn/van-hanh-may-cnc-2-2.html
Chân thành cảm ơn bạn đã quan tâm đến các khóa học của CAMMECH! Chúc bạn thành công!
- Share CrocoBlock key trọn đời Download Crocoblock Free
- Cung cấp tài khoản nghe nhạc đỉnh cao Tidal Hifi – chất lượng âm thanh Master cho anh em mê nhạc.
- 221 Từ vựng tiếng Anh chuyên ngành Điện tử Viễn thông | friend.com.vn
- BẠN CẦN BIẾT: Chi phí nặn mụn ở Spa bao nhiêu tiền?
- Top 5 Cách Fake IP Trên Điện Thoại Android Tốt Nhất 2021
- Tìm tên và địa chỉ qua số điện thoại lạ, thuê bao nặc danh bí ẩn
- Tối ưu hóa hiệu suất hoạt động của Windows 8
Bài viết cùng chủ đề:
-

Thang Điểm trong Tiếng Anh là gì: Định Nghĩa, Ví Dụ Anh Việt
-

Máy rửa mặt Foreo Luna Mini 2 có tốt không? Giá bao nhiêu? Mua ở đâu?
-

Top 11 cách hack like facebook trên điện thoại Android, Iphone hiệu quả nhất » Compa Marketing
-

Hướng dẫn sử dụng sketchup, giáo trình, tài liệu tự học SketchUp
-

Mã GTA bất tử, bản vice city, 3, 4, 5
-

Chơi game ẩn trên Google – QuanTriMang.com
-

Gợi ý 8 phần mềm hiện file ẩn trong USB miễn phí tốt nhất – Fptshop.com.vn
-

Top 100 Pokemon mạnh nhất từ trước đến nay mọi thế hệ – nShop – Game Store powered by NintendoVN
-

Tải ảnh từ iCloud về iPhone bằng 3 cách đơn giản – Fptshop.com.vn
-

Hướng dẫn sử dụng iphone 4s cho người mới dùng toàn tập
-

Get Mass Video Blaster Pro 2.76 Full Modules Cracked Free Download
-
Vẽ đường cong trong cad, cách vẽ đường cong lượn sóng trong autocad
-

Hướng dẫn tạo profile Google Chrome từ A đến Z – Vi Tính Cường Phát
-

Cách tạo ghi chú trên màn hình desktop Windows 10 cực đơn giản – Thegioididong.com
-
Hữu Lộc tử nạn vì đỡ cho con – VnExpress Giải trí
-

Cửa xếp nhựa giá rẻ dùng cho nhà vệ sinh, nhà tắm | Lắp đặt tận nơi – Thế Giới Cửa












